
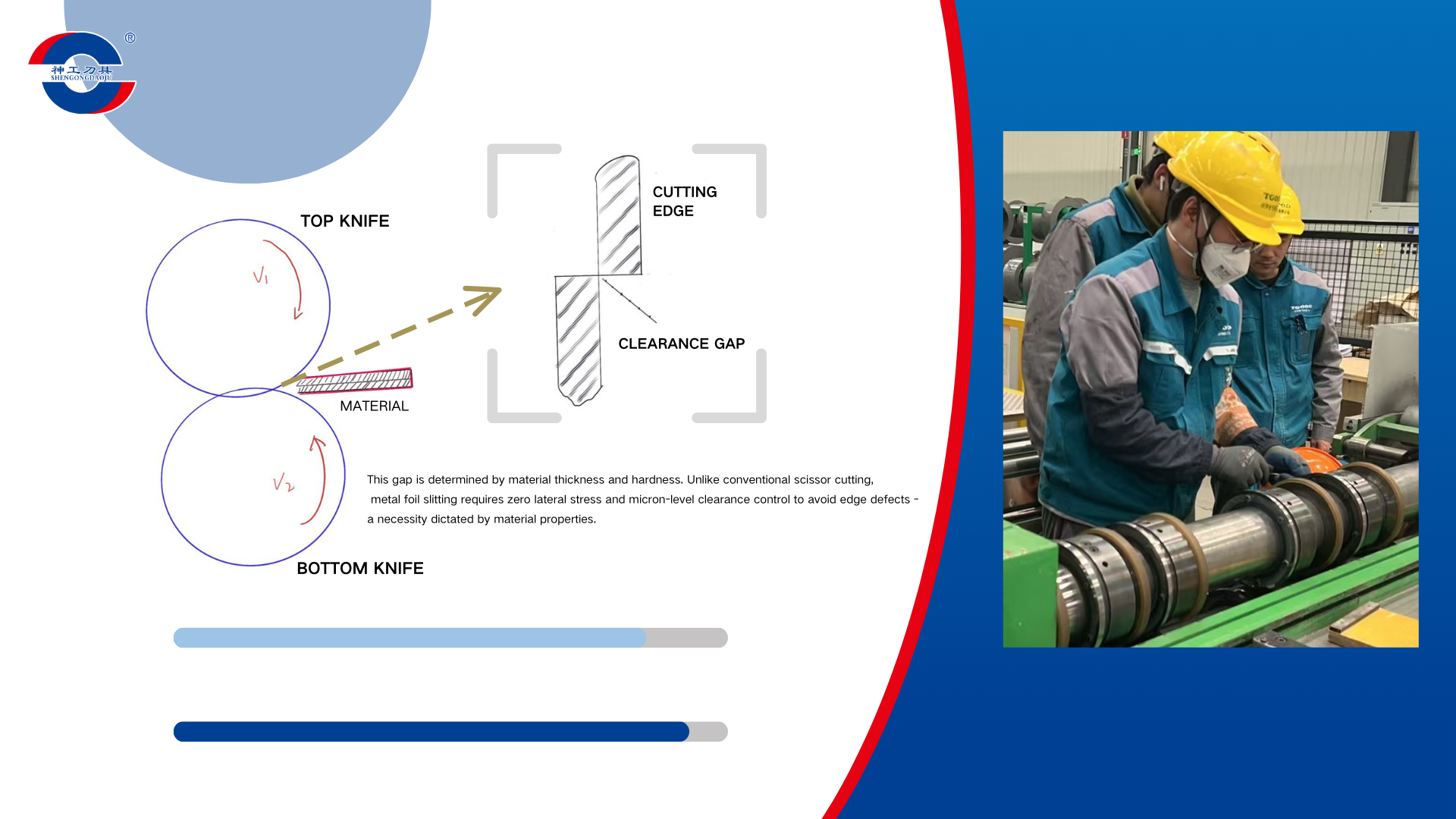
Өстендә чистарту аермасы һәмАста әйләнешле бөртекләр(90 ° кыр почмагы) металл фольга бөтерелү өчен бик мөһим. Бу аерма материаль калынлык һәм катылылык белән билгеләнә. Гастрацияле кайгыдан аермалы буларак, металл фольфайд-тайпылу нульгә кадәр зиналы стресс белән туклануны һәм микрон дәрәҗәсен чистарту белән идарә итүне таләп итә - материаль үзенчәлекләр белән кушылган.
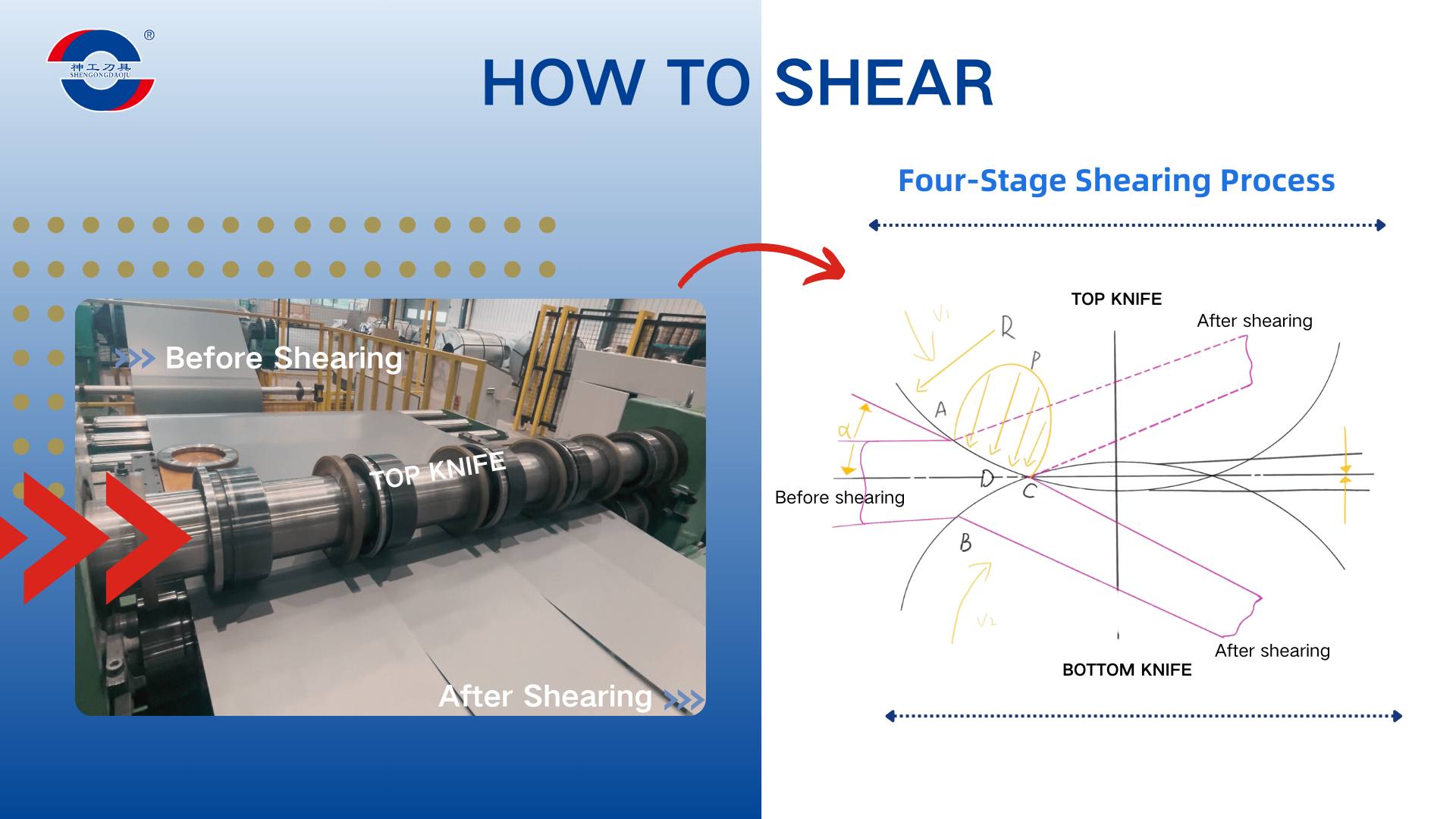
Дүрт этапта кыру процессы
1. Базлау этабы: материал өстән аска почмак аша керә.
2.Формация этабы: Контрольле пычакта рекламасы материаль бозуны күрсәтә.
3.
4. Араклау Фазасы: инженерривовкалау аша соңгы аеру.
Нигә контроль сыну мөһим
Чиста кысу кисү кабул ителмәгән кыр җитешсезлекләре тудыра. Югары сыйфатлы фольга төшүе таләпләре:
burr-бушлай кырлар
зеро ягы / Фланг
но кысу билгеләре
Оптималь чистарту көйләү 1: 2 шир-сыну коэффициентын 200-300x га җиткерүдә чыгара:
ideal stack Профиль: 33% чиста кырый катламы сыну зонасы (7-9англе)
ОВЕРАП Кисәтү:
50 / 50 нисбәт артык бер-берсенә охшаган
<<33% кырый катламы бер-берсенә туры килми
Шен Гонг Тунгштен Карбид Бәясе БЕРЕНЧЕ
Төгәл исәпләү өчен инженер: кремний корыч / никель эретмәләре / югары катырак металл кәтүкләр
Спектакль гарантияләре: Burr / Flangesсыз кырлар Сызык тизлегендә 800м / мин
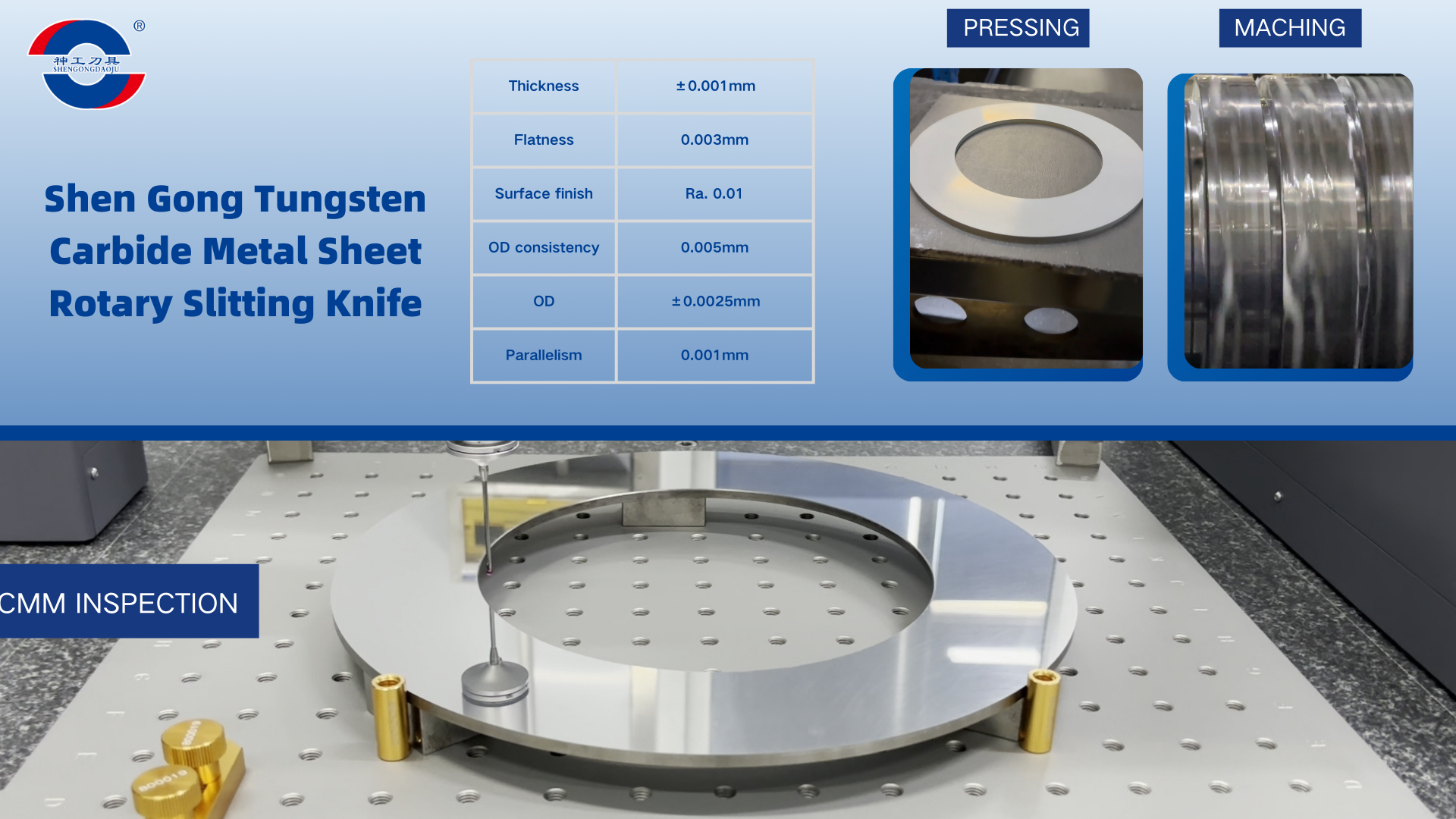
Ультра-Төгәллек өчен Толерантлар:
Калынлык: ± 0.001м
Тигезлек: 0,003 мм
Faceир өстендәге бетү: РА. 0.01 мм
OD: ± 0.0025 мм
Od эзлеклелеге: 0,005 мм
Параллелизм: 0,001 мм
Һәрвакыт үткен кыр ясагыз
Optimize your metal foil slitting with ShenGong's ISO-certified rotary knives. To contact Shen Gong Team: howard@scshengong.com.
Пост вакыты: 24 февраль-24-2025


