
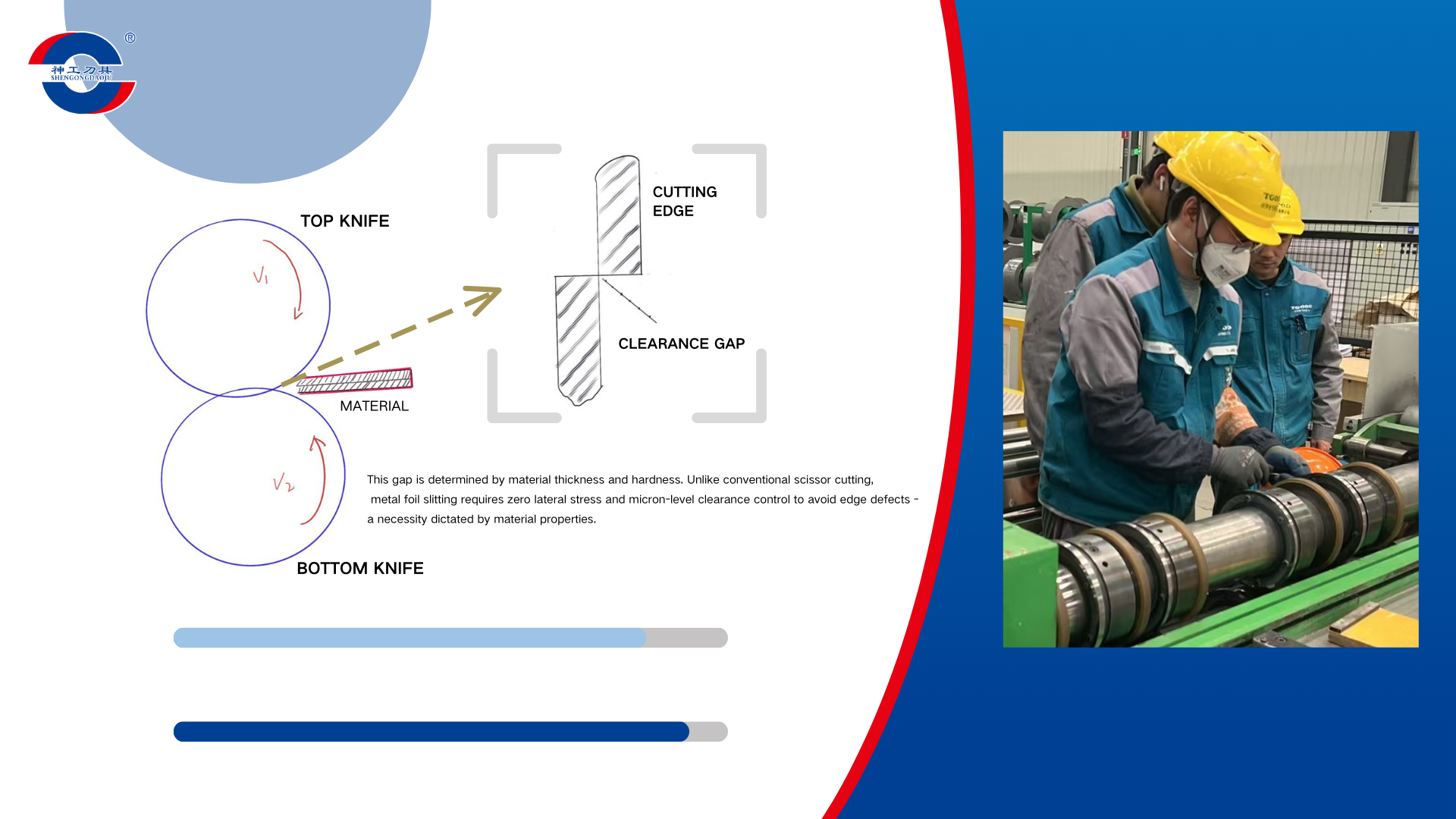
The clearance gap between TOP and BOTTOM rotary blades (90° edge angles) is critical for metal foil shearing. This gap is determined by material thickness and hardness. Unlike conventional scissor cutting, metal foil slitting requires zero lateral stress and micron-level clearance control to avoid edge defects - a necessity dictated by material properties.
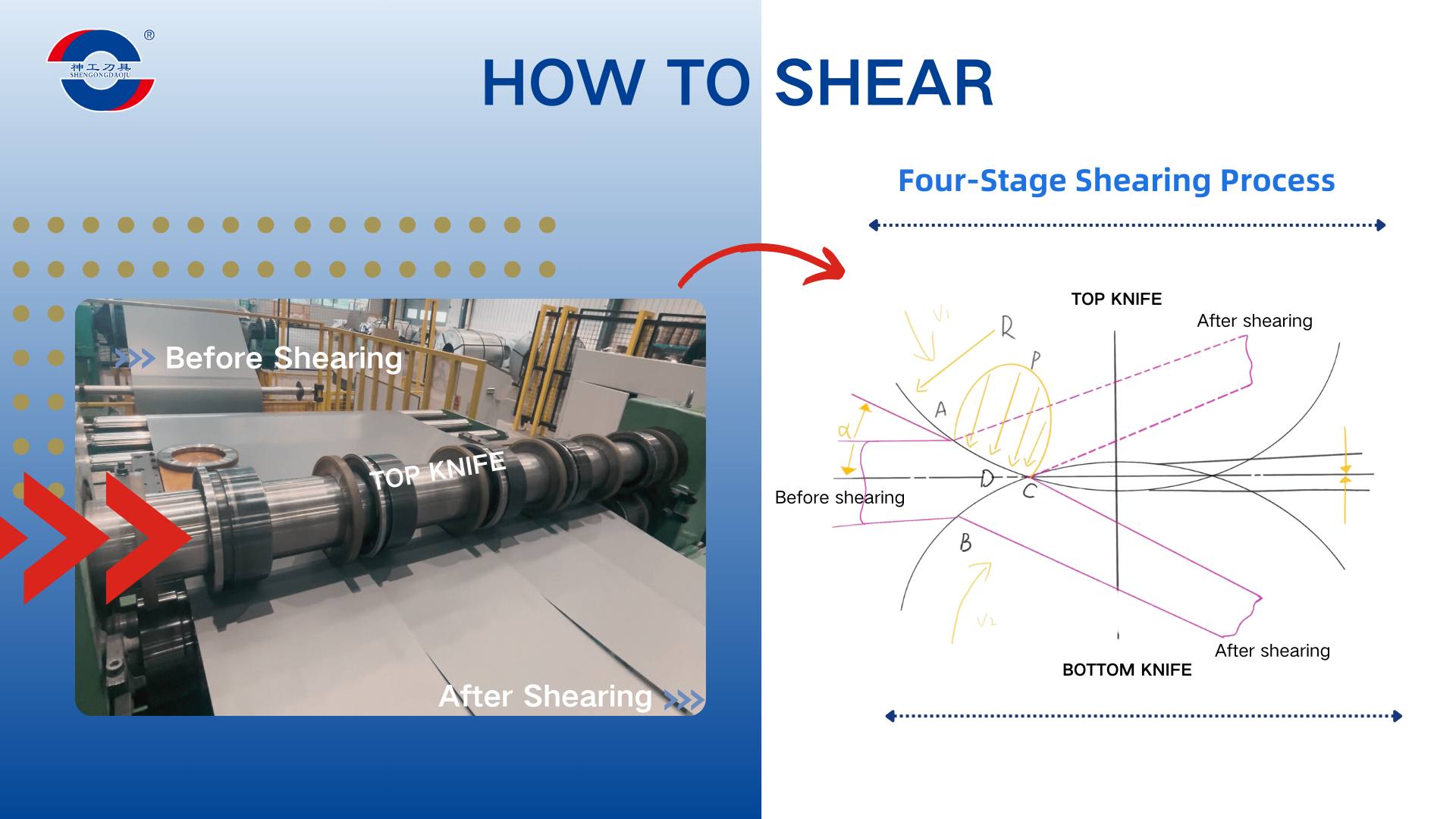
Four-Stage Shearing Process
1.Engagement Phase: Material enters through the blade overlap angle.
2.Deformation Phase: Controlled blade offset induces material distortion.
3.Slip Phase: Tension-driven material advancement creates controlled slippage.
4.Fracture Phase: Final separation through engineered tearing.
Why Controlled Fracture Matters
Pure compression cutting creates unacceptable edge defects. High-quality foil slitting demands:
Burr-free edges
Zero side bends/flanges
No compression marks
Optimal clearance adjustment produces a 1:2 shear-to-fracture ratio at 200-300X magnification:
Ideal Edge Profile: 33% clean shear layer fracture zone (7-9angle)
Overlap Warnings:
50/50 ratio indicates excessive overlap
<33% shear layer signals insufficient overlap
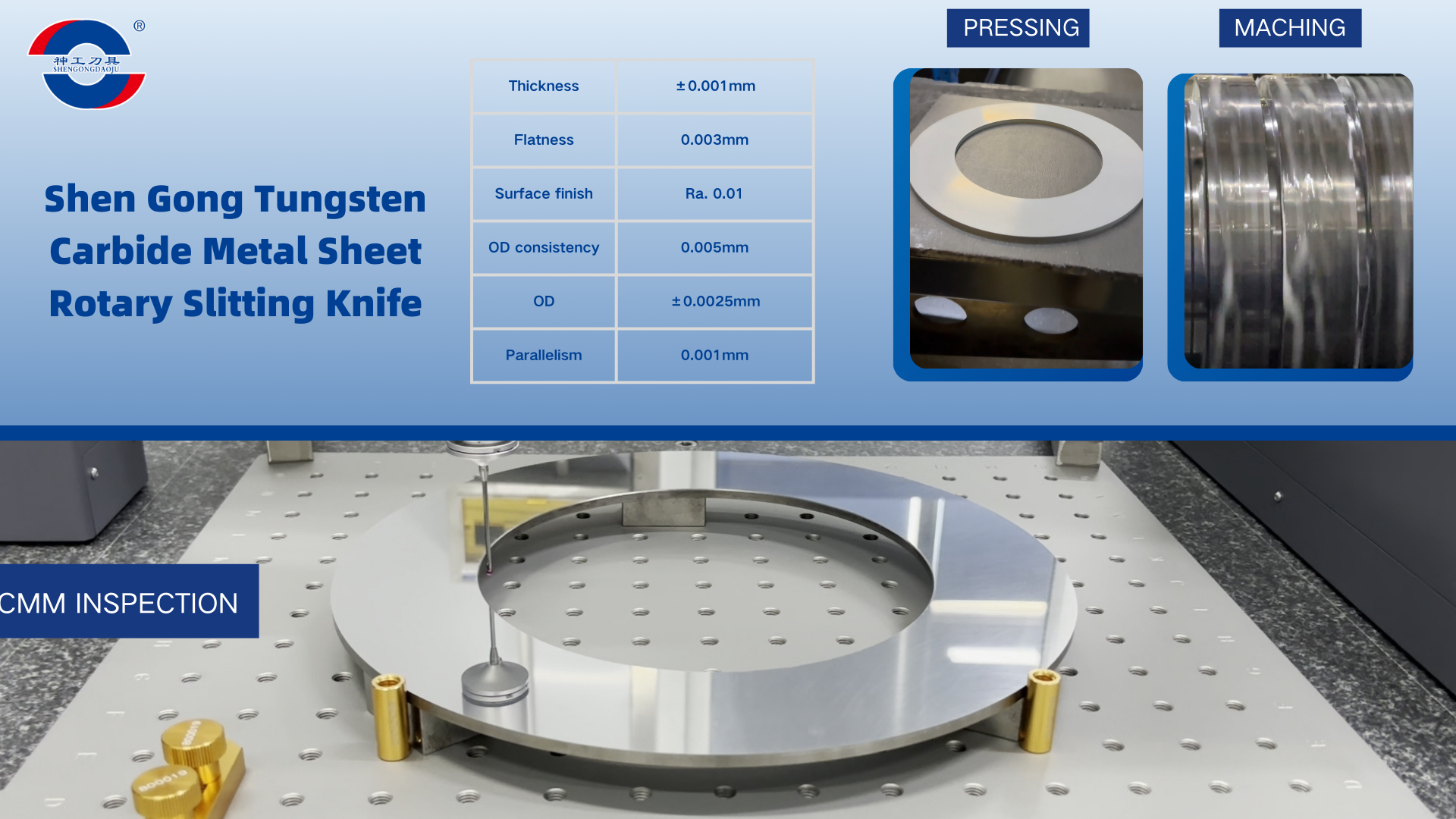
Shen Gong Tungsten Carbide Slitting Blades Excellence
Engineered for precision cutting of:Silicon steel/Nickel alloys/High-hardness metal coils
Performance Guarantees:Burr/flange-free edges at line speeds up to 800m/min
Ultra-precision tolerances:
Thickness: ±0.001mm
Flatness: 0.003mm
Surface finish: Ra. 0.01mm
OD : ±0.0025mm
OD consistency: 0.005mm
Parallelism:0.001mm
MAKE SHARP EDGE ALWAYS IN REACH
Optimize your metal foil slitting with ShenGong's ISO-certified rotary knives. To contact Shen Gong Team: howard@scshengong.com.
Post time: Feb-24-2025


